NORDIC LIGHTS LTD. SUPPLIER QUALITY MANUAL
Download the manual as a PDF document here
INTRODUCTION
1. Who are we?
NORDIC LIGHTS® is a success story from Finland’s friendly and entrepreneurially minded West Coast. We have the global market as our work-field. Today, Nordic Lights Ltd. takes pride in being a modern and innovative high-tech house, producing world-class lighting solutions for the heavy-duty vehicle industries. Nordic Lights is a designer and manufacturer of award-winning heavy-duty work lights under the global brand, NORDIC LIGHTS®
2. Introduction to the Manual
In today’s manufacturing environment, product that is found to be non-conforming at receiving, or during production, causes serious disruptions of the production and shipping schedules, resulting in high production costs. Even the best Receiving Inspection program cannot detect all defective material. In 2020 we started implementing automatic assembly cells which further creates a need for high quality components when we need to rely on machines doing the inspections. We require suppliers to control the quality of material shipped to Nordic Lights Ltd., so that we do not need to inspect the product when it is received.
This manual describes our expectations for our suppliers in order to ensure that purchased material meets our requirements.
3. Scope
This information applies to all suppliers who have interest in doing business with Nordic Lights Ltd. It also applies to any outsourced partners or subsidiaries.
Contents
1. WHO ARE WE?
2. INTRODUCTION TO MANUAL
3. SCOPE
4. QUALITY MANAGEMENT SYSTEM REQUIREMENTS
5. SUPPLIER QUALIFICATION PROCESS
5.1 New Supplier Questionnaire
5.2 On-Site Assessment
5.3 Periodic Reevaluation
6. PART QUALIFICATION
6.1 Part Submission Warrant
6.2 Dimensional Inspection Report
6.3 First sample submission
6.4 Material Certification/Test Report
6.5 Process Flow (Nordic Lights parts only)
6.6 Failure Modes and Effects Analysis (FMEA) (Nordic Lights parts only)
6.7 Control Plan (Nordic Lights parts only)
6.8 Material Safety Data Sheets (MSDS)
6.9 Packaging & Labeling
6.10 Traceability (Nordic Lights parts only)
7. MANUFACTURING CONTROL
7.1 Process Control
7.2 Statistical Process Control (Nordic Lights parts only)
7.3 Lot Control
7.4 Traceability
7.5 Safety
7.6 Maintenance
7.6.1 Maintenance of purchased tools
7.7 Electrostatic Discharge (ESD) Controls
8. DRAWINGS/CHANGES
8.1 Drawing and Change Control
8.2 Process Changes, Engineering Changes
8.3 Supplier Process Change Request (SPCR)
8.4 Supplier Deviation Request
9. PACKAGING & LABELING
9.1 Packaging
9.2 Labeling
10. SUPPLIER CORRECTIVE ACTION SYSTEM
10.1 Supplier Corrective Action Process Approach
10.2 Supplier Corrective Action
10.3 Nordic Lights Claims Process
11. SUPPLIER MONITORING
11.1 Supplier Key Performance Indicators (KPI)
11.2 Supplier evaluation and targets
11.3 Supplier Audits
11.4 Inspection Audits
11.5 Supplier-Furnished Lot Documentation
4. Quality Management System Requirements
Each Nordic Lights supplier is required to maintain an effective quality management system, preferably one that conforms to ISO 9001:2000 Quality Management System – Requirements. In addition, the supplier must meet all other requirements of this manual.
4.1 Control of Sub-tier Suppliers
Suppliers are responsible for the quality of materials and components provided by their sub-tier suppliers and sub-contractors. Nordic Lights suppliers must impose controls on their sub-tier suppliers that provide quality results and documentation comparable to the controls applied to suppliers by Nordic Lights. The extent of the controls may vary, depending on the nature and complexity of the product and processes, but should normally include:
- Evaluation and qualification of sub-tier supplier facilities
- Control to ensure that raw materials used meet Nordic Lights’ requirements
- Controls to ensure that the sub-tier suppliers of components used are those approved by Nordic Lights, where applicable.
- Part qualification, including first article inspection and process capability studies of as applicable.
- Control of drawings/revisions
- Control of nonconforming material
- Corrective action and preventive action programs
- A continuous quality improvement program
Where appropriate, Nordic Lights may specify the sub-tier suppliers that may be used, evaluate and qualify the sub-tier supplier’s facilities, and assist the supplier in controlling the sub-tier supplier. Typically, this occurs when the sub-tier supplier is an essential component of the supply-chain process. Nordic Lights reserves the prerogative to evaluate the quality system and records of such sub-tier suppliers as necessary. In the event of Nordic Lights’ involvement, it does not absolve suppliers of the ultimate responsibility for the quality performance of their sub-tier suppliers.
5. Supplier Qualification Process
All suppliers of production materials to Nordic Lights must be qualified suppliers. The extent of the qualification process is dependent upon the criticality of product purchased and other factors determined by Nordic Lights. The qualification process in its most complete form consists of two parts:
- A questionnaire completed by the supplier.
- An on-site assessment by Nordic Lights personnel or their authorized agents.
5.1 New Supplier Questionnaire
In the early stages of the supplier selection process, potential suppliers are sent a questionnaire. This questionnaire solicits general information about the company such as location(s), size, capabilities, and financial stability as well as detailed questions regarding the Company’s quality management system and quality history.
5.2 On-Site Assessment
For suppliers of critical components, an on-site assessment of the supplier’s facility is performed. Some documents may be requested for review before the actual visit depending on the type of industry. In some cases, an extended quality self-assessment will need to be returned before the visit.
If the assessment team determines that the supplier meets Nordic Lights’ requirements, Nordic Lights qualifies the supplier to bid on new business and supply production materials.
5.3 Periodic Reevaluation
Nordic Lights periodically reevaluates current production suppliers using quality performance data and/or on-site assessments. If requested, the supplier shall make their facility available for on-site process verification by Nordic Lights personnel, with reasonable notice.
6. Part Qualification
6.1 Part Submission Warrant
For each new or changed part, the supplier sends a Part Submission Warranty (PSW) including relevant documents. Where possible, all documents should be submitted to the supplier quality engineer in electronic format (preferably Adobe Acrobat or Microsoft Office).
6.2 Dimensional Inspection Report
Nordic Lights notifies the supplier of the quantity of parts to be inspected, typically five from each tool or cavity. The supplier inspects or tests each sample for all dimensions, drawing notes, and specification requirements listed on the current revision of the Nordic Lights drawing and/or specification. The supplier records the results on the First Article Report form provided by Nordic Lights or own template. The supplier numbers a copy of Nordic Lights’ drawing and/or specification to correspond with the supplier’s results.
The dimensional inspection report must include the specification number, specified requirements, and the inspection/test results. A simple statement that the material meets the requirements is not acceptable. Each report must be traceable to the supplier’s material, through lot/heat/coil/batch numbers or equivalent and must be signed by the organization that performed the testing. For any requirements that the supplier does not have the equipment to inspect or test, the supplier may obtain reports from their sub-supplier or other test agency.
Parts inspected for the dimensional inspection report are randomly selected from a production run of parts. The minimum quantity for the production run is agreed upon between the supplier and Nordic Lights. The parts must be produced under volume-production conditions, including material, machines, tooling, processing parameters, cycle times, etc. Any exceptions to the volume-production conditions must be approved in writing by Nordic Lights and included in the data package submitted to Nordic Lights.
6.3 First sample submission
At least 20 pcs should be sent for the Nordic Lights approval process unless something else has been requested. Parts will be measured, and assembly tested. Parts will also be compared to visual quality guidelines. When parts have been approved, they get “Active” status. A “Master Sample” or “Golden Sample” is also requested for future reference.
6.4 Material Certification/Test Report
When requested, the supplier must provide a material certification/test report. This report must include the specification number, specified material and/or physical requirements, and the inspection/test results. A simple statement that the material meets the requirements is not acceptable. Each report must be traceable to the supplier’s material and must be signed by the organization that performed the testing
6.5 Process Flow (Nordic Lights parts only)
A process flow chart describing the manufacturing process is required for key parts
6.6 Failure Modes and Effects Analysis (FMEA) (Nordic Lights parts only)
When requested, the supplier must perform a Process Failure Modes and Effects Analysis (PFMEA), and submit it for approval. For parts and assemblies that are designed by the supplier, the supplier should also perform a Design Failure Modes and Effects Analysis. The PFMEA considers all reasonably foreseeable potential failure modes of each process. Based on the potential seriousness and likelihood of the problem, the supplier develops manufacturing controls. The PFMEA should be a living document, and should be updated when process changes occur, or when defective material is produced. PFMEA methods and examples can be found in Potential Failure Mode and Effects Analysis published by AIAG.
6.7 Control Plan (Nordic Lights parts only)
When requested, the supplier must develop a control plan, and submit it for approval. The control plan and is a detailed description of the supplier’s proposed processing steps required to produce the part, and the controls that are put into place to control the quality at each step. The control plan must include all in-house processing, external processing, inspection, packaging, and shipping. Suppliers may use their own format. Measuring devices and fixtures designed and built to check Nordic Lights parts must be identified with a gage number and drawing and must be listed on the control plan.
The control plan must include all critical characteristics. Where detailed instructions are required, the supplier details those instructions in a work instruction, or equivalent, which must be listed in the control plan. Inspection methods, sample sizes, and sampling frequencies should be based on the process capabilities, seriousness and likelihood of potential non-conformances, and process stability. Critical characteristics that do not meet Nordic Lights’ process capability requirements must be inspected 100%, unless Nordic Lights approves alternate control methods in writing.
6.8 Material Safety Data Sheets (MSDS)
As applicable, Material Safety Data Sheets (MSDS), REACH and RoHS information must be provided during First Article process.
6.9 Packaging & Labeling
The supplier must adequately plan for packaging of material shipped to Nordic Lights. The supplier will provide a documented packaging plan including container size, number of parts per container, packaging configuration, etc. Packaging will be designed to provide protection from any damage that may occur. For static sensitive components, ESD packaging shall be provided. Packaging, labeling, and shipping materials must comply with the requirements of common carriers to secure the least transportation costs.
6.10 Traceability (Nordic Lights parts only)
The supplier must plan for traceability of components. The supplier will provide a written plan specifying how components will be marked with serial or lot numbers and date codes if required, or how containers will be identified with lot numbers or date codes if component marking is not required. The plan will also include sizes of lots or batches. Where possible, batch sizes should be minimized to aid in containment should quality problems be found.
7. Manufacturing Control
7.1 Process Control
Nordic Lights suppliers are required to control all manufacturing processes in accordance with the control plan, which is approved during part qualification.
7.2 Statistical Process Control (Nordic Lights parts only)
Where specified in the control plan, the supplier is required to apply effective statistical process controls. Effective controls must include:
- The control chart displays control limits that are correctly calculated (specification limits may not be used as control limits).
- The control chart is at the process area, visible to the operator, or persons who are responsible for controlling the process.
- For each out-of-control condition, actions are taken to bring the process back into control. Actions taken to bring the process back into control are recorded.
- Product produced during any out-of-control condition is sorted, scrapped, reworked or dispositioned through the supplier’s material review process
7.3 Lot Control
A lot consists of product of one part number and revision that are made at the same time, under the same processing conditions, from the same lot of raw materials. The primary purpose for identifying lots is to determine the scope of actions that must be taken when problems arise during further manufacturing or with customers. Each container of material shipped to Nordic Lights must be identified with the Supplier’s lot number. Inspection records must be traceable to lot numbers
The following are typical conditions that result in a change of lot numbers:
Change of part number or revision
Change of part number or revision of components
Interruption of continuous production (typically for more than a few hours)
Repairs or modification to the tooling or equipment
Tooling changes (other than minor adjustment or replacement of consumable tooling)
Change to a different lot of raw materials
Process changes
7.4 Traceability
Traceability ties finished product back to the components used in the product. When traceability is specified, the traceability marking should be effective down to the individual component, i.e., lot code, batch or serial should be identifiable throughout Nordic Lights’ processes.
7.5 Safety
At no time should any customer, or person at a Nordic Lights facility, be exposed to hazardous material or situations that are not inherent in a component’s structure. Residues, films, out-gassing products and packaging materials should comply with OSHA (Occupational Safety & Health Association) standards. For items with inherent hazards, safety notices must be clearly observable. As applicable, MSDS sheets must be provided during the First Article process.
7.6 Maintenance
The supplier must maintain all facilities, manufacturing machines, tools, measuring devices, and other equipment in such a manner that the supplier can support Nordic Lights’ production requirements, and the quality of parts manufactured for Nordic Lights is not degraded in any way.
7.6.1 Maintenance of purchased tools
The Tools shall be labeled “Property of Nordic Lights Oy Ltd.” and include reference to the relevant Order ID in which the Tool was included, and be handled, stored, and serviced in such a manner that their usable lifespan is maximized, but in any case, fulfil the warranty requirements regarding usable lifespan defined in Clause 15.
7.7 Electrostatic Discharge (ESD) Controls
If the supplier furnishes ESD-sensitive materials, the supplier must maintain an effective ESD program that meets all requirements for the material produced.
8. Drawings/Changes
8.1 Drawing and Change Control
The supplier must have a documented system for assuring that the latest Nordic Lights drawings are in effect at their facility. The supplier’s quality management system must contain a documented procedure that describes the method used for the receipt, review, distribution, and implementation of all changes to drawings and specifications. In addition, the procedure must address control of obsolete drawings and specifications. A documented procedure should also detail the method used to contain new or modified parts until approved by the customer.
8.2 Process Changes, Engineering Changes
Suppliers must have systems in place to control changes to drawings, specifications, processes, or produced parts. Systems should be capable of handling changes being requested by the customer, and also changes requested by the supplier.
NOTE: The First Article approval process is directed at a given part number for a specified revision level produced in a specific area of the manufacturer’s facility. Suppliers may not make any changes in their process, material, or to the part without written approval from Nordic Lights. The supplier must formally request a process change on all Nordic Lights components.
8.3 Supplier Process Change Request (SPCR)
A Supplier Process Change Request (SPCR) is used to request a change to a released part, process, drawing, or specification. Nordic Lights encourages SPCRs for process improvement with the stipulation that before an SPCR is submitted, the supplier thoroughly reviews their FMEA and control plan to assure that all process-related issues have been addressed and resolved.
The originator of an SPCR includes the following information:
- Drawing or part number
- Drawing or part title
- Description of problem or recommended change
- Reason for change or “rationale”
- Proposed effective date
The supplier submits the SPCR with the revised FMEA and control plan (if applicable) to Nordic Lights for evaluation of the following:
- Supplier-demonstrated process capability and stability
- Comparison to First Article data
- Industry standards
- Supplier process engineering capabilities
- Supplier’s adherence to control plan
After Nordic Lights has completed the review, and concurs with the supplier, Nordic Lights will notify the supplier as to the final disposition of the SPCR and part submittal requirements and dates.
When monitoring is required, the appropriate markings must be identified on the lots etc. for a specified time frame as decided jointly with Nordic Lights and the supplier.
8.4 Supplier Deviation Request
A supplier is never permitted to knowingly ship product that deviates from the print, specification limits, or design intent without written authorization from Nordic Lights. If such a condition exists, the supplier may request Nordic Lights to allow shipment of the product. This is accomplished by initiating a Deviation Request.
If directed by Nordic Lights, the supplier must send samples of non-conforming items to Nordic Lights for evaluation. The cost of any testing required to determine the acceptability of the product will be charged to the supplier. Nordic Lights will determine the item’s acceptability and what corrective actions (if any) are required beyond the deviation. If approved, Nordic Lights will send a written deviation approval to the supplier.
The deviation is only intended to be an interim action and is not to be construed as an engineering change. The supplier must begin work immediately to correct the condition in question. This must be accomplished within the time frame stated on the deviation. Failure to comply with the mutually agreed upon closure date for the deviation may result in the supplier’s rating being affected.
In all cases, the supplier must fully contain all product suspected of being non-conforming at their facility. In addition, the supplier may be required to sort any suspect product at Nordic Lights.
Any parts sent to Nordic Lights that have been approved on a Deviation must be clearly identified on the box, container, or other packaging method with the appropriate markings decided jointly by Nordic Lights and the supplier.
9. Packaging & Labeling
9.1 Packaging
Each supplier must adequately plan for packaging. Nordic Lights encourages supplier-initiated packaging improvements. Suppliers will provide packaging that provides protection from any damage that may occur. Packaging, labeling, and shipping materials must comply with the requirements of common carriers, in a manner to secure the lowest transportation costs.
Packaging for ESD sensitive items must meet appropriate ESD packaging requirements. Contamination is a serious concern to Nordic Lights. Packaging must protect the components from contamination, including fibers from the packaging materials.
Expendable materials and packaging must be legal and safe for standard “light industry” disposal. The maximum acceptable weight is 20 kg, unless approved by Nordic Lights in writing.
Whenever possible, only one part number and one supplier lot is to be packaged in a shipping container. When more than one part number or lot number is packaged in a shipping container, each part number and/or lot number must be separately packaged (i.e. bags or boxes) inside the container, with each labeled as to the contents. Separate instructions for packaging requirements will be available soon for Nordic Light parts as we will start using the Autostore system.
9.2 Labeling
Each shipping container or inside package must contain the following information:
- Nordic Lights part number (if no Nordic Lights number exists, supplier part number is used)
- Quantity
- Supplier’s Name
- Purchase Order Number
- Lot identification (if required)
The first lot or batch after samples have been approved needs to be marked “new mold or new batch” on each box.
10. Supplier Corrective Action System
Nordic Lights requires suppliers to utilize a closed-loop corrective action system when problems are encountered in their manufacturing facility, or after nonconforming product has been shipped to Nordic Lights.
10.1 Supplier Corrective Action Process Approach
The corrective action system utilized should be similar to the process outlined below. The focus should be on identifying the root cause(s) of the problem and taking action to prevent its recurrence.
- Use a team approach
- Describe the problem
- Contain the problem
- Identify and verify root causes(s)
- Implement permanent corrective actions
- Verify corrective action effectiveness
- Close the corrective action
10.2 Supplier Corrective Action
Nordic Lights issues a Supplier Corrective Action Request (SCAR) to a supplier when non-conforming parts are found at incoming inspection, in production, in test, or by a Nordic Lights customer. They can also be issued as a result of a supplier audit. The supplier is required to respond by returning the SCAR back to Nordic Lights with the “Team Response” fields completed. A Standard 8D report is acceptable format for SCAR communications. The following provides a brief outline of the SCAR procedure that suppliers to Nordic Lights should comply with
- Nordic Lights requires that the supplier take immediate containment action upon notification of the nonconformance. The supplier must submit a written response to Nordic Lights, reporting the Supplier’s initial observation and defining the interim containment plan within 48 hours of notification. The Supplier’s Initial Observation is an acknowledgement that the Supplier has been informed of the problem and has begun to gather information about the problem.
- •The containment plan must clearly define the containment actions at the supplier’s facility to assure that no nonconforming product is shipped to Nordic Lights. If suspect product has already been shipped, the supplier must address all suspect stock in transit and any stock at Nordic Lights. The supplier will assist Nordic Lights in identifying customer risk by identifying all suspect lot numbers and associated quantities involved.
- Within 2 weeks after the original notification, the supplier must report the results of the Supplier’s investigation into the cause of the problem.
- Within 3 weeks from the initial notification date, the supplier must submit the corrective action to be taken to prevent recurrence of the problem, and the effectivity date (the date the corrective action will be implemented.). Actions such as “train the operator,” “discipline the operator,” or “increase inspection,” are typically not acceptable corrective actions.
- • The supplier is required to keep Nordic Lights informed of progress towards implementing the corrective action. When corrective action implementation is complete, the supplier and Nordic Lights verify that the corrective action is effective in preventing the problem’s recurrence.
10.3 Nordic Lights claims process
If defective parts are found in incoming inspection or anywhere during assembly, the part will be registered in our ERP as failed part. The operators judge weather the fault is on supplier account or internal mishap. Purchasing department monitor the amount of rejected parts per supplier and issues a claim when the monetary value of the parts is over a set limit. The supplier should receive along with the claim a list of rejected parts and a rejection reason for each part.
Would the supplier need to have the rejected parts returned for analysis this must be agreed upon in advance as our default action is to scrap after registration of failure.
11. Supplier Monitoring
Nordic Lights continually monitors its suppliers to ensure they continue to meet Nordic Lights’ requirements, and to ensure that the supplier continues to ship acceptable parts. This may consist of:
- A quality management system surveillance audit at the supplier’s facility
- An on-site audit of the supplier’s process and control plan
- A random incoming inspection audit of a batch of product
- Source inspection of product at the supplier’s facility
- Review of supplier-furnished data packages
- A supplier progress review meeting conducted periodically at the supplier’s site or Nordic Lights to review supplier performance and progress
11.1 Supplier Key Performance Indicators (KPI)
Nordic Lights will monitor continuously following statistics:
- Delivery accuracy (% of order rows delivered within ±4 days counted from first confirmed date or if this date is unavailable then the originally requested date will be used)
- Length of delays (in days)
- Supplier Quality PPM, Running 12 month (defects found per used components)
- Component PPM , Running month (defects found per used components)
11.2 Supplier evaluation and targets
Suppliers are evaluated comprehensively on an annual basis, and given an individual score from 1-3 points (1=worst, 3=best) for each of the following factors: Quality level, Delivery accuracy, Service level and Price development. The target level is 3 point for each area. The average score of the mentioned factors constitutes the suppliers general score. If the score is less than 1,5 then a change of supplier should be considered..
The score levels are defined as below:
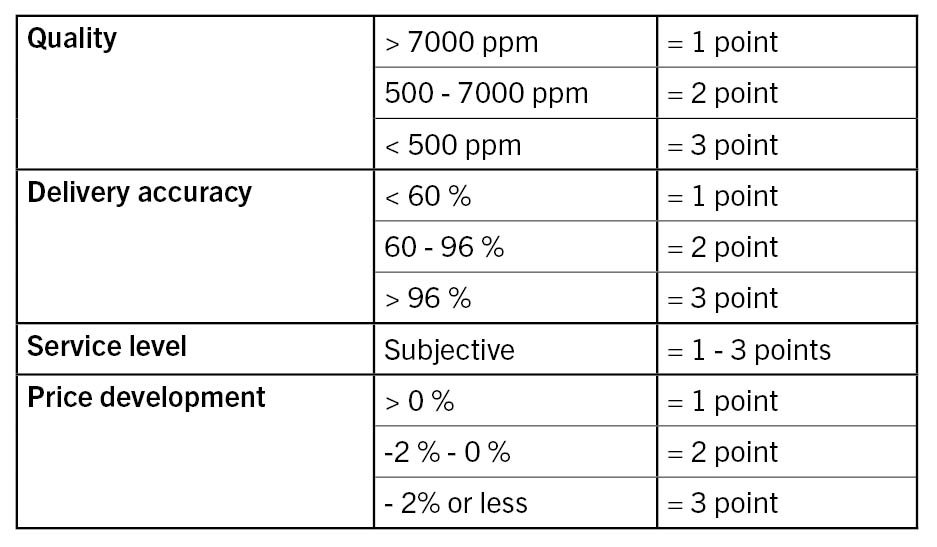
In exceptional cases, above mentioned requirement levels might not apply. For example we have accepted a higher ppm level (due to industry standard) for nuts and screws from our current supplier. In such cases the supplier should be given 3 points for the relevant factor if the specified level has been achieved, and 1 point if not achieved.
11.3 Supplier Audits
Periodically, Nordic Lights may audit the supplier’s quality management system. The supplier must make their facility available for on-site process verification by Nordic Lights personnel at any time, with reasonable notice. This may be a full or abbreviated documentation and on-site audit. The purpose is to evaluate any changes that may have occurred in the supplier’s quality management system, and to assess the supplier’s continuing commitment to quality improvement.
Periodically, Nordic Lights may also audit the supplier’s continuing conformance to the control plan approved in the First Article process.
11.4 Inspection Audits
Nordic Lights expects its suppliers to deliver material that conforms to all requirements, and that does not need to be inspected when Nordic Lights receives it. Material that has not achieved “Active” status, or that is on suspension is inspected on a lot-by-lot basis that rejects the entire lot when a single non-conforming part is found in the sample. At Nordic Lights’ discretion, in order to meet production requirements, 100% sorting may be done as necessary at the supplier’s expense.
Nordic Lights may inspect product at the supplier’s facility to detect potential problems prior to shipment. Nordic Lights may also inspect product at sub-tier suppliers.
11.5 Supplier-Furnished Lot Documentation
Nordic Lights may require the supplier to furnish inspection, test, process performance, or other quality data with each shipment to ensure that the product meets Nordic Lights’ requirements. When data submission is required, the data must accompany each shipment, or be e-mailed or faxed to Nordic Lights at the same time the lot is shipped. All documentation must be clearly identified with Nordic Lights’ part number, and the supplier’s lot number.
When specified by Nordic Lights, the supplier must submit monthly data packages. Data packages typically consist of copies of control charts and process capability calculations for specified characteristics.
Once the supplier has completed two consecutive quarters of data submissions, the supplier may request elimination of the data submission if records show that the characteristic consistently satisfies Nordic Lights’ requirements for process stability and process performance, and if the characteristic has caused no problems in Nordic Lights’ production. Nordic Lights will notify the supplier in writing if the data submission may be discontinued.